短信码登录
获取短信验证码


-
进口轧机轴承替代专家!完全按照SKF轴承标准生产加工,替企业降低成本,增加产能、节能增效。
热轧高线轴承内圈开裂
2020-04-26
失效轴承型号:FC4666206
失效位置:内圈
失效形式:轴承内圈延轴向位置开裂

失效现象:内圈在使用过一定时间后出现开裂情况,且没有规律,出现在机组任意位置。
一.技术人员将轴承清洗干净,检查轴承损坏情况。发现轴承端面一面有摩擦痕迹,一面没有。将内圈带回工厂进行酸洗检查,分别取同一个内圈的两个端面。

观察酸洗后轴承端面情况
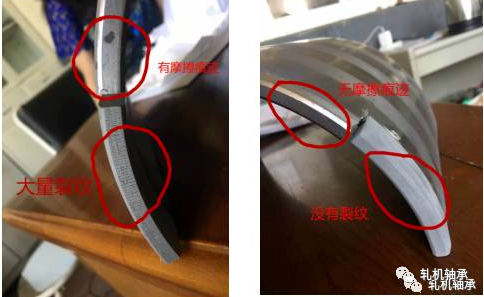
因此判断此轴承开裂为端面摩擦造成热裂纹导致。与轴承内圈端面摩擦的零件只有轧辊锥套,因此将锥套与轧辊固定保证锥套不跑圈,防止与内圈产生滑动摩擦。
二.将锥套固定后试验一段时间,发现内圈开裂的问题并没有完全解决。
技术人员现场测量轧辊辊径尺寸,发现辊径尺寸偏大。

测量全新未使用轧辊辊径尺寸10根以上;
测量全新未使用轴承内圈5个以上。
获得数据为:
辊径尺寸ø230+0.09;ø230+0.08;ø230+0.10;ø230+0.09; ø230+0.07等
轧辊辊径尺寸在ø230+0.07~0.10的范围内。
内圈内径尺寸ø230-0.00;ø230-0.01;ø230-0.00;ø230-0.01;ø230-0.00
轴承内径尺寸符合GB/T308.1规定的尺寸范围。
从上述数据可看出,轴承内圈与轧辊径之间的过盈量为0.07~0.11mm。
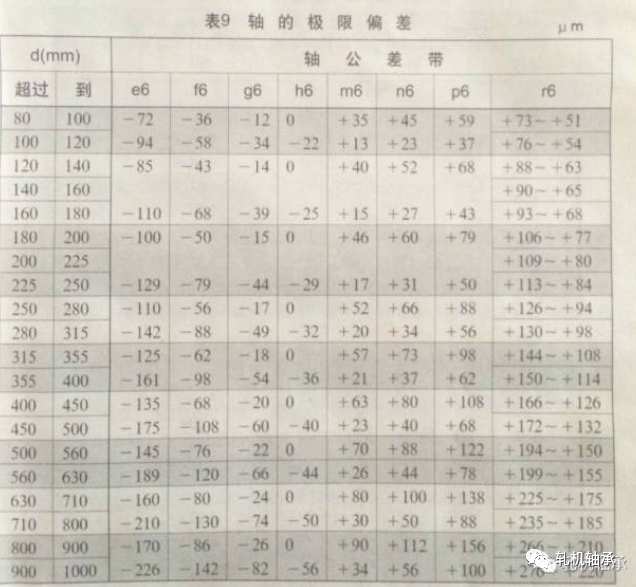
从上表中可看出内径为ø230的轴承在p6公差带中过盈量为0.05~0.079mm,r6公差带为0.084~0.113。
过盈量在r6公差带。
此轴承用在热轧高线轧机上,应选用p6公差,因此协同轧辊厂家将轧辊辊径尺寸修改为ø230+0.05~0.07。
经过3个月的使用情况跟踪,轴承内圈开裂情况再未发生。
因此轴承内圈开裂的原因为:端面摩擦产生的热裂纹加上配合公差选择不当。轴承失效应该从多方面找原因从根源上解决问题。

版权所有: 西科轧机轴承科技(瓦房店)有限公司